
發布日期:2013-10-16
灰口鑄鐵冷焊工藝
一(yī / yì /yí)、調查分析
鑄鐵是(shì)含碳量大(dà)于(yú)2%的(de)鐵碳合金,工業用的(de)鑄鐵除含鐵和(hé / huò)碳之(zhī)外,還含有一(yī / yì /yí)定量的(de)矽、錳元素以(yǐ)及硫磷雜質。爲(wéi / wèi)了(le/liǎo)改善鑄鐵的(de)某些性能時(shí)常有目的(de)地(dì / de)加入某些合金元素。
通常按碳在(zài)鑄鐵中存在(zài)的(de)狀态及形式的(de)不(bù)同,一(yī / yì /yí)般将鑄鐵分爲(wéi / wèi)白口鑄鐵、灰口鑄鐵、可鍛鑄鐵、球墨鑄鐵及蠕墨鑄鐵五類。其中,灰口鑄鐵制造成本低,鑄造性能好,減震性和(hé / huò)耐磨性良好,切削加工性能優良,所以(yǐ)灰口鑄鐵應用非常廣泛。但是(shì)在(zài)應用過程中由于(yú)種種原因,産品會受到(dào)損壞并出(chū)現裂紋等缺陷,使其報廢,若能及時(shí)用焊接方法修複,不(bù)僅有利于(yú)生産,而(ér)且可以(yǐ)節約大(dà)量資金。因此,灰口鑄鐵的(de)補焊工藝在(zài)日常生産中将會得到(dào)廣泛使用。
二、狀況分析
1、鑄鐵的(de)組織性能分析
灰口鑄鐵的(de)組織相當于(yú)在(zài)鋼的(de)基體上(shàng)分布片狀石墨夾雜,由于(yú)石墨的(de)強度較低,這(zhè)就(jiù)相當于(yú)在(zài)鋼的(de)基體中有許多孔洞和(hé / huò)裂紋,破壞了(le/liǎo)基體的(de)連續性,并且在(zài)外力的(de)作用下,裂紋尖端處容易引起應力集中而(ér)産生破壞。因此,灰口鑄鐵的(de)抗拉強度和(hé / huò)疲勞強度都很低,塑性和(hé / huò)沖擊韌性幾乎爲(wéi / wèi)零,當基體組織相同時(shí),其石墨越多,片越粗大(dà),分布越不(bù)均勻,鑄鐵的(de)抗拉強度和(hé / huò)塑性越低。由于(yú)片狀石墨對灰口鑄鐵有着決定性影響,即使基體組織從珠光體改變爲(wéi / wèi)鐵素體,也(yě)隻會降低強度而(ér)不(bù)會增加塑性和(hé / huò)韌性,因此,在(zài)日常生産中,應用最廣泛的(de)灰口鑄鐵爲(wéi / wèi)珠光體鑄鐵。在(zài)下面的(de)補焊工藝介紹中,主要(yào / yāo)針對珠光體灰口鑄鐵進行介紹。
2、灰口鑄鐵冷焊工藝特點和(hé / huò)存在(zài)的(de)問題
灰口鑄鐵冷焊的(de)特點是(shì)焊前對需焊補的(de)工件不(bù)預熱,焊工勞動條件好,焊補成本低,焊補過程短,焊補效率高。所以(yǐ)電弧冷焊鑄鐵是(shì)一(yī / yì /yí)個(gè)發展方向,但它也(yě)存在(zài)許多局限性,如焊縫強度低,塑性差,焊補剛性較大(dà)時(shí)易出(chū)現裂紋。此外,由于(yú)冷卻速度快,焊縫很容易出(chū)現白口現象和(hé / huò)大(dà)面積的(de)淬硬組織。
灰口鑄鐵補焊存在(zài)兩方面問題:一(yī / yì /yí)方面,焊接易出(chū)現白口及淬硬組織、塑性極差且難以(yǐ)進行機加工;另一(yī / yì /yí)方面,焊接接頭易出(chū)現裂紋,導緻補焊失敗甚至工件的(de)報廢。灰口鑄鐵的(de)化學成分和(hé / huò)力學性能決定其焊接性很差。因此,一(yī / yì /yí)般灰口鑄鐵的(de)焊接加工僅用于(yú)鑄鐵缺陷焊補和(hé / huò)損壞鑄件的(de)修複。
3、選材及原因
爲(wéi / wèi)解決以(yǐ)上(shàng)問題,通過實踐和(hé / huò)分析證明鎳基焊條能使焊縫不(bù)出(chū)現淬硬組織且使焊縫有較高的(de)塑性和(hé / huò)韌性。鎳是(shì)擴大(dà)奧氏體區的(de)元素,當Fe-Ni合金中含鎳量超過30%時(shí),合金凝固後一(yī / yì /yí)直到(dào)室溫都保持硬度較高的(de)奧氏體組織,不(bù)發生相變,所以(yǐ)鎳基焊條形成的(de)焊縫有一(yī / yì /yí)定的(de)塑性和(hé / huò)強度,且硬度較低。同時(shí),鎳爲(wéi / wèi)促使石墨化元素,其擴散能力很強,對減弱半熔化區白口的(de)寬度很有利。有人(rén)系統研究了(le/liǎo)焊條不(bù)同含鎳量對白口區寬度的(de)影響,其結果是(shì)當焊縫含鎳量爲(wéi / wèi)50%時(shí),可減低到(dào)0.1mm,當焊縫含鎳量爲(wéi / wèi)98%時(shí),可減低到(dào)0.05mm,而(ér)且白口呈斷續狀,故采用鎳基焊條可減弱白口現象,提高焊縫強度和(hé / huò)塑性,改善焊縫接頭加工性,所以(yǐ)在(zài)冷焊灰口鑄鐵時(shí)盡量采用鎳基鑄鐵焊條,如鎳基182焊條其焊縫具有較高力學性能。
三、對策及方法
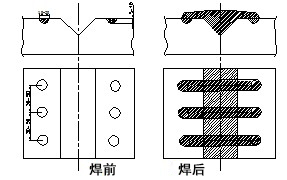
1、過渡搭橋法
此種焊接方法就(jiù)是(shì)在(zài)母材兩側先焊過渡層,再焊中間填充焊縫。它主要(yào / yāo)适用于(yú)大(dà)厚件的(de)焊補工作,若填充量過大(dà),中間可用J507焊條适當代替,這(zhè)樣可減少焊縫中氧、硫、磷和(hé / huò)碳的(de)含量,既保證了(le/liǎo)焊縫的(de)強度又降低了(le/liǎo)焊材成本,防止裂紋發生。若坡口角度較小時(shí),可全用鎳基182直接焊接完成。
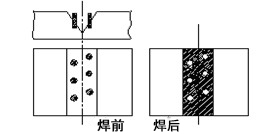
2、生根補焊法
此種補焊方法主要(yào / yāo)用于(yú)工件相對較薄,焊縫填充量不(bù)大(dà)的(de)工件。焊條最好全部用鎳基182焊條,焊接時(shí)應由裏到(dào)外逐層焊接,也(yě)就(jiù)是(shì)先将坡口内焊滿,再焊兩側圓孔,最後焊兩孔之(zhī)間焊縫。
3、栽樁補焊法
此種方法補焊主要(yào / yāo)用于(yú)應力相對集中或裂紋無法清理幹淨的(de)焊縫。栽樁可用碳鋼來(lái)承擔,焊接時(shí)可先繞栽樁焊接,然後再焊栽樁之(zhī)間,這(zhè)樣既可提高焊接效率,又可節省焊條,焊栽樁時(shí)可用J507焊條。
4、鉚接補焊法
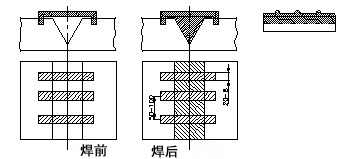
此種焊接方法主要(yào / yāo)用于(yú)工作應力較大(dà),工件相對較厚的(de)焊縫,如大(dà)型機器的(de)底座等工件。鉚釘可用碳鋼承擔,焊鉚釘時(shí)可用J507焊條焊接,主焊縫仍舊用鎳基182焊條。焊接時(shí)先将坡口内焊滿,最後焊鉚釘,使鉚釘和(hé / huò)坡口内焊縫形成一(yī / yì /yí)個(gè)整體焊縫。
四、 工藝要(yào / yāo)求
1、做好焊前準備工作
首先要(yào / yāo)清理工件及缺陷上(shàng)的(de)油污和(hé / huò)其它雜質,确定裂紋的(de)長度和(hé / huò)深度,必要(yào / yāo)時(shí)要(yào / yāo)用堿水、汽油或火焰清理污物,确保坡口内無雜質,從而(ér)降低焊縫内的(de)含磷硫量,減少開裂傾向。爲(wéi / wèi)防止焊接過程裂紋擴展,應在(zài)裂紋端部3-5mm處鑽止裂孔(∮5-∮8),開坡口的(de)原則爲(wéi / wèi)盡量減少坡口角度及母材的(de)熔化量,以(yǐ)降低焊接應力及焊縫中碳、硫量,防止裂紋發生。
2、采用小電流小規範焊接
在(zài)保證電弧穩定及焊透的(de)情況下,應采用合适的(de)最小電流焊接,電流小使得溶深也(yě)較小,鑄鐵中的(de)碳、硫、磷等有害雜質可少進入焊縫,有利于(yú)提高焊縫質量。同時(shí),随着電流減小,在(zài)焊接速度不(bù)變的(de)情況下,減小了(le/liǎo)焊縫線能量,不(bù)僅減少了(le/liǎo)焊接應力,使焊接接頭出(chū)現裂紋的(de)傾向減小,而(ér)且也(yě)減小了(le/liǎo)整個(gè)熱影響區寬度,其中也(yě)包括減小了(le/liǎo)最易形成白口的(de)半熔化區的(de)寬度,使白口層變薄,所以(yǐ)最好采用小直徑焊條,提高焊接速度且不(bù)做橫向擺渡。
3、采用分段分層斷續分散焊接
焊縫越長,焊縫所承受的(de)拉應力越大(dà),故采用短焊縫有利于(yú)減低焊縫應力狀态,減弱焊縫發生裂紋的(de)可能性,一(yī / yì /yí)般每次焊縫長度爲(wéi / wèi)30-50mm。爲(wéi / wèi)了(le/liǎo)降低焊補處的(de)溫度,減少應力,宜待工件冷卻至不(bù)燙手時(shí)(50~60℃)再焊下一(yī / yì /yí)道(dào)焊縫。此外,也(yě)可用分散焊法。相對于(yú)較厚的(de)焊件時(shí),采用多層焊接可以(yǐ)有效地(dì / de)提高焊縫金屬的(de)性能,這(zhè)主要(yào / yāo)是(shì)由于(yú)後一(yī / yì /yí)層對前一(yī / yì /yí)層焊縫具有附加熱處理的(de)作用,從而(ér)改善了(le/liǎo)焊縫固态相變的(de)組織。
4、錘擊焊縫表面
錘擊焊縫表面既能改善後層焊縫的(de)結晶組織,也(yě)能改善前層焊縫的(de)固态相變組織。因爲(wéi / wèi)錘擊焊縫可使前一(yī / yì /yí)層焊縫(或坡口表面)不(bù)同程度的(de)晶粒破碎,使後層焊縫在(zài)凝固時(shí)晶粒細化,這(zhè)樣逐層錘擊焊道(dào)就(jiù)可以(yǐ)改善整個(gè)焊縫的(de)組織性能。此外,錘擊焊道(dào)也(yě)産生塑性變形而(ér)降低殘餘應力,從而(ér)提高焊縫的(de)韌性和(hé / huò)疲勞性能。所以(yǐ)錘擊是(shì)改善焊道(dào)組織和(hé / huò)性能最簡單有效的(de)方法。
來(lái)源:内部稿件