
發布日期:2016-07-14
第44屆世界技能大(dà)賽選拔賽焊接項目簡評

2016年7月8日——10日,曆時(shí)3天的(de)激烈角逐,第44屆世界技能大(dà)賽(焊接、建築金屬結構)2個(gè)項目的(de)技能選拔賽在(zài)四川成都技師學院順利落下帷幕,北京時(shí)代科技股份有限公司提供的(de)三款焊接設備爲(wéi / wèi)大(dà)賽的(de)順利進行提供了(le/liǎo)有力的(de)保障。
本次大(dà)賽的(de)焊接項目涉及三種母材種類(不(bù)鏽鋼、碳鋼、鋁合金),四種焊接工藝,共分三個(gè)模塊。
第一(yī / yì /yí)模塊由四組低碳鋼試件組成,10mm對接仰焊闆(如圖1)、管管對接45度固定(如圖2)、16mm闆橫焊(如圖3)和(hé / huò)闆立角焊(如圖4),焊接方法要(yào / yāo)根據抽簽确定,這(zhè)四組低碳鋼試件中,從技術層面上(shàng)講,全手工焊條焊接的(de)仰焊闆和(hé / huò)45度管管對接焊難度較大(dà),由于(yú)仰焊闆在(zài)曆屆焊接技能大(dà)賽的(de)賽項上(shàng)都必不(bù)可少,所以(yǐ)在(zài)操作技能上(shàng)各家都有所掌握,所比的(de)是(shì)誰家的(de)基本功更紮實,技術掌握得更到(dào)位。45度管管對接電弧焊的(de)難點個(gè)人(rén)認爲(wéi / wèi)有兩點,第一(yī / yì /yí)是(shì)打底階段每一(yī / yì /yí)個(gè)接頭的(de)處理及焊接後在(zài)保證背面成型好的(de)基礎上(shàng),焊縫正面是(shì)否有較深夾溝或焊肉下垂的(de)現象,從而(ér)影響蓋面後的(de)焊縫内在(zài)質量。第二個(gè)難點是(shì)蓋面焊接要(yào / yāo)做到(dào)焊縫對咬邊的(de)控制,通過焊接過程中的(de)斜拉擺動來(lái)控制好熔池走向,使焊肉不(bù)出(chū)現下垂和(hé / huò)咬邊。從本次大(dà)賽的(de)45度管管焊的(de)總體成績來(lái)看,由于(yú)焊接過程中允許進行電動工具打磨處理,所以(yǐ)對于(yú)内在(zài)質量的(de)控制都做得還不(bù)錯,65名選手中射線探傷0分的(de)隻有8人(rén)。選手中外觀分數丢分的(de)較多,滿分50分中,最高得分也(yě)隻有36分,可見該項目還是(shì)有一(yī / yì /yí)定的(de)難度。

圖1:10mm對接仰焊闆
 3
3
圖2:管管對接45度固定

圖3:16mm闆橫焊
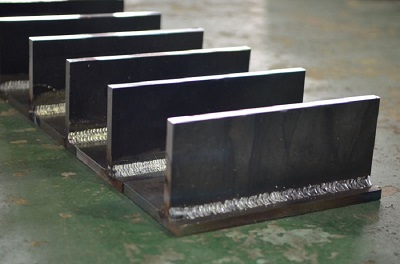
圖4:闆立角焊
第二模塊和(hé / huò)第三模塊分别是(shì)鋁合金管闆結構的(de)焊接(如圖5)和(hé / huò)不(bù)鏽鋼結構件的(de)焊接,可以(yǐ)說(shuō)這(zhè)兩個(gè)模塊也(yě)是(shì)本次大(dà)賽難度最大(dà)的(de),技術含量較高的(de)兩組焊接試件。
第二模塊鋁合金構建中鋁管的(de)焊接難點主要(yào / yāo)在(zài)于(yú)背部融透(如圖6)和(hé / huò)内在(zài)質量的(de)保證。背部融透主要(yào / yāo)是(shì)考驗選手對熔池的(de)理解,在(zài)組對焊縫0間隙的(de)情況下,如何能夠識别熔池溫度是(shì)否達到(dào),送遞焊絲時(shí)間的(de)選擇,這(zhè)些都至關重要(yào / yāo),而(ér)且在(zài)焊接過程中,由于(yú)鋁合金的(de)導熱系數大(dà),焊接過程中随着溫度的(de)上(shàng)升,焊接速度也(yě)會越來(lái)越快,如果手法跟不(bù)上(shàng),隻是(shì)依靠小電流慢速焊,這(zhè)樣就(jiù)會在(zài)某一(yī / yì /yí)點(比如引弧處)不(bù)停的(de)加熱,局部時(shí)間加熱久了(le/liǎo)焊縫内部會很容易出(chū)現過熱裂紋,焊縫表面發白無光澤,所以(yǐ)鋁合金焊接一(yī / yì /yí)般要(yào / yāo)求大(dà)電流快速焊接,也(yě)是(shì)爲(wéi / wèi)了(le/liǎo)在(zài)引弧初期就(jiù)能夠快速打開鋁合金表面的(de)Al2O3薄膜。該薄膜熔點高達2050℃,極大(dà)地(dì / de)超出(chū)了(le/liǎo)鋁的(de)熔點(660℃),由于(yú)這(zhè)層薄膜的(de)保護,所以(yǐ)鋁不(bù)易産生腐蝕,但在(zài)焊接時(shí),Al2O3會阻礙熔池金屬良好結合,容易形成夾渣氣孔等缺陷,可以(yǐ)說(shuō)是(shì)焊接的(de)障礙,所以(yǐ)在(zài)鋁合金焊接中要(yào / yāo)想達到(dào)探傷一(yī / yì /yí)級确實很難。一(yī / yì /yí)般要(yào / yāo)先進行酸堿水清洗或機械清理等前期處理。還要(yào / yāo)保證幹燥不(bù)潮濕的(de)情況下焊接才能夠保證質量,當然對于(yú)選手的(de)焊接操作技能也(yě)是(shì)首選。這(zhè)次參賽的(de)65名選手中,該項射線探傷滿分40分的(de)情況下隻有一(yī / yì /yí)人(rén)滿分,30分以(yǐ)上(shàng)的(de)有7人(rén),内在(zài)質量不(bù)得分的(de)占多數。這(zhè)與鋁合金焊接普及面較窄也(yě)有關系。随着這(zhè)項賽事的(de)不(bù)斷進展。我想在(zài)不(bù)久将來(lái)大(dà)家一(yī / yì /yí)定會攻克難關,充分掌握好這(zhè)門技術。

圖5:鋁合金管闆結構的(de)焊接

圖6:背部融透
對于(yú)第三模塊中不(bù)鏽鋼結構件的(de)焊接,個(gè)人(rén)觀點是(shì)其焊接難點要(yào / yāo)更甚于(yú)鋁合金的(de)焊接。衆所周知不(bù)鏽鋼在(zài)高溫狀态下非常容易氧化,而(ér)且變形量也(yě)較大(dà)。這(zhè)次的(de)不(bù)鏽鋼結構件組對完畢後,所有焊縫根據要(yào / yāo)求都不(bù)允許留間隙、開坡口焊接,并在(zài)背部充氣的(de)情況下實現單面焊雙面成型(如圖7),它的(de)焊接難點之(zhī)一(yī / yì /yí)首先是(shì)爲(wéi / wèi)防止變形,如何選擇好組對之(zhī)後的(de)焊接順序,其次是(shì)焊接過程中如何能夠保證一(yī / yì /yí)次焊接背部成型和(hé / huò)表面焊縫成型不(bù)氧化,乍聽起來(lái)好像這(zhè)兩點有些矛盾,首先要(yào / yāo)想保證在(zài)不(bù)留間隙的(de)情況向背面焊透,就(jiù)要(yào / yāo)使熔池的(de)溫度充分達到(dào),而(ér)熔池溫度一(yī / yì /yí)旦過高焊縫表面就(jiù)很容易氧化發黑,本屆比賽各路選手也(yě)是(shì)各顯其能,對于(yú)氩弧焊噴嘴的(de)使用從6号嘴到(dào)10号甚至更大(dà)都有使用。其實從理論上(shàng)來(lái)講,要(yào / yāo)想使氩弧焊接不(bù)鏽鋼表面成型好,顔色好,主要(yào / yāo)就(jiù)是(shì)氣體的(de)保護效果,如果比賽允許使用氩氣保護拖罩進行三重保護,即熱影響區也(yě)保護起來(lái),那麽焊縫達到(dào)銀白色的(de)金屬光澤也(yě)是(shì)有可能的(de),但這(zhè)次隻允許兩重保護(即内充氣和(hé / huò)氩弧槍本身氣體),那麽對于(yú)焊縫的(de)正表面隻能采取大(dà)口徑噴嘴進行,才能擴大(dà)保護範圍,如果條件允許,也(yě)可以(yǐ)采用噴嘴内裝有濾網的(de)大(dà)口徑噴嘴進行焊接,這(zhè)樣的(de)氣體保護會更均勻。但前提是(shì)采用大(dà)噴嘴口徑的(de)焊槍對焊接過程中選手對熔池觀察的(de)視線會有所影響,也(yě)要(yào / yāo)逐漸适應。這(zhè)次大(dà)賽對于(yú)大(dà)噴嘴的(de)使用隻有少數單位想到(dào)了(le/liǎo)這(zhè)一(yī / yì /yí)點。随着本次大(dà)賽的(de)結束,我想以(yǐ)後對于(yú)不(bù)鏽鋼焊接的(de)氧化問題,會有更多的(de)單位熟悉、掌握,甚至想出(chū)更好的(de)辦法來(lái)解決不(bù)鏽鋼焊接氧化的(de)問題。

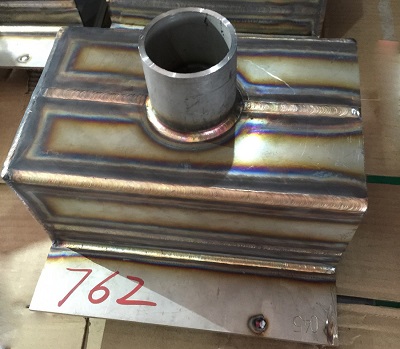
圖7:單面焊雙面成型

圖8:試件展示
以(yǐ)上(shàng)僅爲(wéi / wèi)個(gè)人(rén)觀點,如有不(bù)當之(zhī)處歡迎各位專家批評指正,謝謝!
來(lái)源:内部稿件